
Fonctionnalité de paramétrage des grades et des dimensions pour un optimiseur transversal au sciage

Publié le 15 septembre 2016
Un optimiseur pour ébouteuse et déligneuse au sciage ne sait et n’exécute que ce qu'on lui dit. Si nous ne définissons pas une épaisseur, une largeur ou un grade spécifiques dans les paramètres de l’optimiseur, ils resteront inconnus au système et les produits ne seront jamais produits avec des attributs non définis.
Étant donné que la gamme de produits d'une scierie peut s'avérer très complexe, la capacité de l’optimiseur à gérer la production repose en grande partie sur les épaules des utilisateurs du système. La première étape vers une meilleure gestion est une compréhension de ce que les paramètres de l’optimiseur font réellement.
Nous nous concentrerons lors de cette discussion sur la fonction des paramètres : épaisseur, largeur, flache et de l’omission (skip).
Épaisseurs/largeurs:
Il existe trois valeurs utilisées pour chaque classe d’épaisseur/largeur :
1. Cible :
- La dimension du produit vert brut.
- Pour un optimiseur de déligneuse, la cible est la dimension réelle qui va être sciée (c.-à-d. si largeur cible est fixée à 5,75 po, l’optimiseur enverra les positions de la scie à la commande pour scier une planche d'une largeur exacte de 5,75 po).
2. Minimum :
- L’épaisseur/largeur minimale acceptée pour un produit.
- La flache et l’omission (skip) sont évalués en fonction des dimensions minimales d’épaisseur ou de largeur.
3. Maximum :
- L’épaisseur/largeur maximale acceptée pour un produit.
Flache :
La flache est la présence d’écorce ou l'absence de bois pour toute raison et est mesurée en pourcentage de face/tranche pour une longueur donnée (Figure 1). La flache est évaluée en fonction des dimensions minimales et NON en fonction des dimensions cibles brutes.
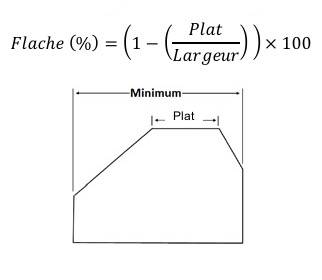
Figure 1. Illustration et calcul de la flache, en fonction de la dimension minimale.
Omission (Skip) :
L’omission (skip) est le manque de bois sur la face/tranche d'une pièce en bois en fonction de la largeur/épaisseur minimale (Figure 2). En effet, ce sont des surfaces, sur une pièce, qui ont subi une forte varition de sciage et/ou qui échappent au rabotage. L’omission (skip) est évaluée en fonction des dimensions minimales et NON en fonction des dimensions cibles brutes.
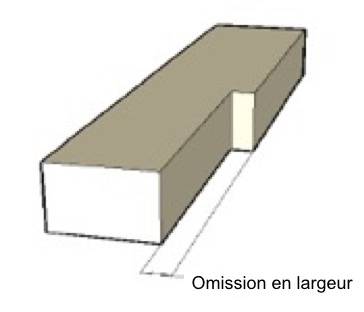
Figure 2. Illustration de l’omission en largeur, en fonction de la dimension minimale.
Comment peut-on appliquer des règles de classement de produit fini en scierie lorsque les planches sont encore brutes et vertes ?
La première étape dans le processus d’optimisation consiste à faire un modèle de la planche fraîche et brute. Puis un modèle secondaire appelé « la planche dans la planche » est créé dans le modèle de la planche fraiche et brute en utilisant les dimensions minimales définies dans les paramètres de l’optimiseur. La position de la « planche dans la planche » est centrée en fonction de la largeur et est placée sur le côté opposé de la flache de face pour l’épaisseur (Figure 3). La « planche dans la plache » est ensuite utilisé pour évaluer la quantité acceptable d’omission (skip) et flache conformément aux règles de classement définies. Puisque nous nous intéressons principalement au pourcentage de flache et d’omission (skip) à la raboteuse, nous devons définir des valeurs minimales assez élevées pour tenir compte des pertes pendant le processus de séchage et de la quantité de bois supplémentaire nécessaire au procédé de rabotage.
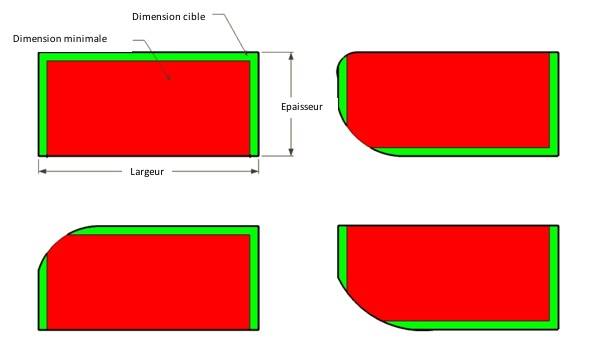
Figure 3 : Illustration de la dimension minimale en fonction de la dimension cible pour le processus d’optimisation d’un optimiseur transversal pour scierie.
Trop de flaches et d’omission (skip) envoyés à la raboteuse ? Voici deux choses à vérifier :
- S’assurer que l’exactitude du scanneur est dans les limites acceptables. Si le modèle de planche est trop éloigné de la réalité alors la production ne sera pas optimisée correctement (c'est-à-dire : si le scanneur mesure les planches avec une erreur de 0,25 po, l’optimiseur triera des produits comportant trop de flaches et d’omission (skip).
- Assurez-vous que les valeurs d’épaisseur/largeur minimales définies dans les paramètres de l’optimiseur ne sont pas trop basses et permettent un retrait au cours du séchage et assez de bois supplémentaire pour le rabotage.
Billy - Expert en procédés


