
How the ProGrader measures board length

Posted on July 21, 2016
Myth: Close-coupled systems necessarily result in length precision issues.
How the ProGrader measures board length:
The Linear Tracking System (LTS) precisely measures board length with the help of an encoder, mounted on an outfeed press-roll, two photocells, intelligent drive(s), and blower (Air Knife).
The board enters the scanner enclosure via the infeed press-rolls (Fig. 1).
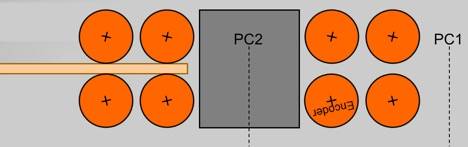
Fig. 1 – Board about to enter scanner enclosure
The drives mounted on these press-rolls are able to automatically slow down, as required, to match the speed of the planer. Because the outfeed press-roll speed is electronically synchronized to that of the infeed press-rolls, slippage is minimized; thus improving scan accuracy. A blower (Air Knife) at the entrance of the system dramatically reduces debris entering the scanner enclosure, further improving length reading accuracy.
When the board blocks both photocells (PC2 & PC1), the encoder count is recorded (Fig. 2).
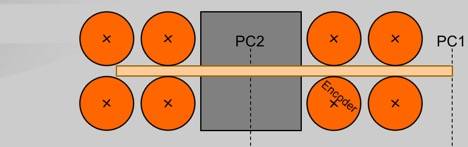
Fig. 2 – Leading end of board blocking outfeed photocell (PC1)
When the trailing end of the board is no longer blocking the infeed photocell (PC2), the encoder count increase is recorded (Fig. 3).
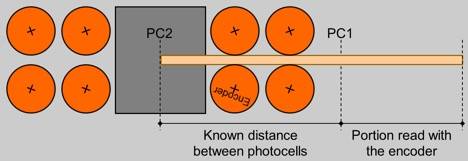
Fig. 3 – Trailing end of board no longer blocking the infeed photocell (PC2)
The sum of the known distance between the photocells (PC2 & PC1) and the length derived from the change in encoder count yields the board’s overall length.
Due to the fact that the board is always under the control of high quality press-rolls rotating at the same speed, and the length is determined at the outfeed portion of the system, the LTS can reliably measure length to within a couple encoder counts worth of precision. While the infeed rolls may need to contend with planer rolls in a close-coupled system (Fig. 1), the length read by the outfeed roll encoder is unaffected by such infeed roll issues.
Our high quality press-rolls are able to create a gap by accelerating boards when required. Such a gap management feature is not possible on systems that lack press-rolls. A minimum gap of 6" must be maintained to ensure optimal system performance.
Whether close-coupled or not, comparable length readings are achieved. In the close-coupled case, with our press-rolls, average precision is +/- 0.0625" (+/- two encoder pulses). Achieving this level of precision is partly the result of using high quality press-rolls and adjusting their height appropriately. Neglecting to do either reduces length precision.
The use of drives that can automatically slow down to the speed of the planer, the automatic synchronization of outfeed press-roll speed to that of the infeed press-rolls, and an air blower, further explain how such length precision is achieved.


