
Méthode de mesure de la longueur du ProGrader

Publié le 21 juillet 2016
Mythe: Il est impossible de lire la longueur des pièces avec précision lorsque le ProGrader est situé immédiatement après la raboteuse.
On entend par situé immédiatement après la raboteuse, que la distance entre le dernier rouleau de la raboteuse et le premier rouleau du module d’entrée du scanneur, est inférieur à la longueur de la plus longue pièce à optimiser.
Méthode de mesure de la longueur du ProGrader :
Le système de suivi des pièces (Linear Tracking System – LTS) mesure précisément la longueur des pièces à l’aide d’un encodeur monté sur un des rouleaux presseurs du module de sortie du scanneur, de deux photocellules, de deux variateurs de vitesse intelligents (drives) et d’une soufflerie (air knife).
Les pièces sont entrainées dans le module de mesure à l’aide des rouleaux presseurs motorisés (Fig. 1).
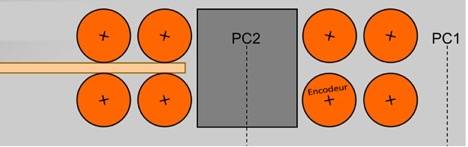
Fig. 1 – Pièce se préparant à entrer dans le module de mesure
Les variateurs de vitesse qui contrôlent ces rouleaux sont en mesure de ralentir ou d’accélérer automatiquement leur vitesse afin de conserver le même écart avec la raboteuse. Étant donné que la vitesse des rouleaux à la est synchronisée avec celle des rouleaux à l’entrée, le glissement est réduit à son minimum améliorant ainsi la précision de la longueur. Une soufflerie située à l’entrée du ProGrader réduit de beaucoup la quantité de débris pénétrant dans le module de mesure améliorant ainsi la précision des lectures.
Lorsqu’une pièce obstrue les deux photocellules (PC2 et PC1), le nombre d’impulsions de l’encodeur est mémorisé par le système (Fig. 2).
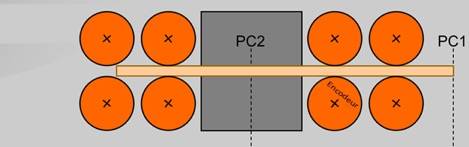
Fig. 2 – Début de la pièce obstruant la photocellule de sortie (PC1)
Quand la fin de pièce libère la photocellule à l’entrée (PC2), les impulsions générées par l’encodeur sont également enregistrées (Fig. 3).
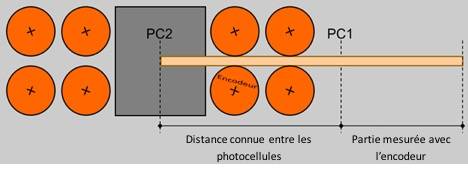
Fig. 3 – Fin de la pièce libérant la photocellule d’entrée (PC2)
La longueur de la pièce est déterminée en faisant la somme de la distance entre les photocellules (PC2 et PC1) et de la longueur excédentaire mesurée avec l’encodeur.
Étant donné qu’il y a un variateur de vitesse intelligent (drive) sur chaque set de rouleaux (raboteuse, module d’entrée et module de sortie) et que ceux-ci sont inter-reliés entre eux, les vitesses des rouleaux peuvent donc être ajustées en temps réel afin de conserver un écart constant entre les pièces (gap). De plus, au moment de la prise de la lecture de la longueur, la pièce est complètement sortie des rouleaux de la raboteuse, ce qui empêche tout risque de glissement qui pourrait affecter la lecture.
Les rouleaux presseurs du ProGrader sont de grande qualité et en mesure de créer un espace (gap) en accélérant les pièces si nécessaire. Un tel contrôle d’espace (gap) n’est pas possible avec les systèmes offerts sans module d’entraînement. Un espace minimum de 6" entre les pièces doit être maintenu afin d’assurer une performance optimale du système.
Que ce soit un système situé immédiatement après le scanneur ou non, une mesure de longueur comparable est obtenue. La précision moyenne pour la lecture de la longueur est de +/- 0,0625" (+/- deux impulsions d’encodeur). Un tel niveau de précision est obtenu en utilisant des rouleaux presseurs de qualité et en ajustant leur hauteur de façon appropriée. En négligeant de se confirmer à ces indications, la précision de longueur sera moins précise.
L’utilisation de variateur de fréquence (drive) permettant de réduire automatiquement la vitesse de la raboteuse, la synchronisation automatique des rouleaux presseurs de sortie à celle des rouleaux presseurs à l’entrée et une soufflerie, explique encore mieux comment une telle précision de longueur est obtenue.


