
L’efficacité opérationnelle

Publié le 14 octobre 2016
L’efficacité opérationnelle
Définitions :
- L’efficacité opérationnelle est un indicateur de productivité, exprimé en pourcentage, permettant d’identifier le ratio du potentiel maximum de performance d’une ligne de production ayant été obtenue. L’indicateur est un outil d’évaluation et d’aide à la décision. Dans les entreprises, les indicateurs permettent aux gestionnaires de piloter l’activité selon les objectifs.
- L’efficacité opérationnelle optimale consiste à réunir la bonne combinaison de personnes, de processus et de technologies pour obtenir le meilleur rendement possible. Que vous soyez un fabricant ou une entreprise de services, votre objectif devrait être d’éliminer le gaspillage et de maximiser la création de valeurs. Ainsi, vous augmenterez la productivité, la compétitivité et la rentabilité de votre entreprise.
Utilité :
Connaître les pieds linéaires produits est une information importante, mais connaître quel pourcentage du potentiel maximum (limite technique) a été produit, fourni une information supplémentaire.
Limite technique :
La limite, c’est en gros, « vers quoi tend » la productivité poussée au maximum. Dans une usine, ce sera directement mesuré sur une chaîne d’équipements.
La limite technique de productivité est déterminée selon plusieurs critères, par exemple :
- Temps cédulé ;
- Vitesse d’opération ;
- Espacement entre les billes nécessaire aux équipements ;
- Mode de fonctionnement (Lot (Batch) ou « Scan & Set ») ;
- Nombre de bacs d’accumulation.
Composantes :
Afin de soutirer le plus d’informations possible, l’efficacité opérationnelle a été subdivisée en composantes. L’analyse de ces composantes indique là où les efforts doivent être mis pour s’améliorer. Vous verrez en consultant la figure 1 ici-bas les différentes composantes.
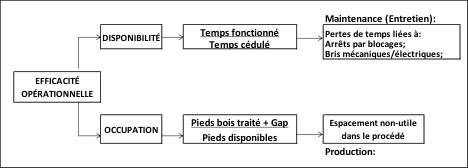
Figure 1 : Composantes de l’efficacité opérationnelle
Calculs et mesures :
- Disponibilité : TM / TT
Où :
TM = Temps de Marche à l’entrée ;
TT = Temps Total cédulé ;
- Occupation : PLB+GAP / PLD
Où :
PLB = Pieds linéaires de bois mesuré sur le convoyeur d’entrée ;
GAP = Espacement entre les billes en raison de la conception et du fonctionnement ;
PLD = Pied linéaire disponible (Vitesse moyenne de la ligne multipliée par TM) ;
Donc :
% Efficacité opérationnelle = (% Disponibilité) x (% Occupation)
Exemple :
Une ligne de production est planifiée pour une faction de 600 minutes. Cette ligne opèrera en réalité pour une durée de 570 minutes.
En raison de bris mécaniques/électriques, la ligne a fonctionné 510 minutes avec une vitesse moyenne de 490'/minute.
Durant cette période de temps, elle a transformé 183 000 pieds linéaires.
Or, la ligne aurait pu produire jusqu’à 250 000 pieds linéaires pour la faction.
L’espacement nécessaire au positionnement de ses équipements est de 32 700 pieds linéaires.
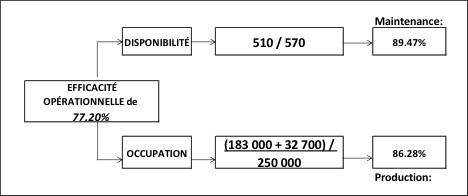
Figure 2 : Exemple d’un calcul d’efficacité opérationnelle
Conclusion :
L’efficacité opérationnelle d’une usine est donc un indicateur très utile dont la compréhension est accessible par tous. Il est d’ailleurs facile à calculer en regroupant les paramètres de disponibilité et d’occupation. En ayant ces résultats en main, on peut se baser sur des faits mesurables pour mettre en relief les pertes affectant la performance, établir des cibles d’amélioration et enfin identifier les équipements à améliorer/changer pour justifier des investissements. Finalement, on comprend clairement qu’augmenter la vitesse d’une ligne n’accroît pas directement l’efficacité.
Yann - Expert en procédés


