
Linéaire ou Transversal : Mythe versus Réalité

Publié le 13 décembre 2016
Linéaire ou Transversal : Mythe versus Réalité
Au moment de choisir un optimiseur pour la classification automatisée du bois d’œuvre, la première étape se devrait de considérer les arguments différenciant le linéaire du transversal plutôt que de choisir un manufacturier. Nous laisserons donc les fournisseurs présenter les avantages de leur solution par rapport à celle de leurs compétiteurs. Cet article traite des aspects techniques intrinsèques du linéaire face au transversal. Si vous croyez aux faits et en la science, nous vous invitons à lire ce qui suit.
Le premier élément à considérer est l’espace disponible. Y a-t-il suffisamment d’espace ou le projet nécessitera-t-il d'importants aménagements dans la disposition des équipements ; bien sûr cela fera grimper le cout du projet. Bien souvent, la configuration linéaire limite le coup de ces investissements additionnels. Inversement, la disposition des machines outils peut être déjà définie de manière à ce qu'il soit pratique et logique d'envisager une configuration transversale.
Tout vendeur digne de ce nom proposera à son client une combinaison de capteurs 3D, vision et trachéide, peu importe que le système opère en mode linéaire ou transversal. La qualité de leur optimisation, en relation avec leurs algorithmes respectifs dépend de leur capacité à recueillir des données précises sur chaque pièce afin de générer la meilleure solution de l’un ou de l’autre. Un facteur limitatif à la capture des données dans une configuration transversale tient de la position des chaines de transfert qui peuvent obstruer un défaut et nuire à la qualité de la solution de l’optimiseur.
Dans le même ordre d’idée, en configuration linéaire, la prise de mesure simultanée des quatre faces par chacun des trois types de capteurs s'oppose au transversal qui se limite à seulement deux faces placées à 90 degrés des têtes 3D géométriques, et dans une tentative de voir quatre faces à 45 degrés avec les têtes de vision et de trachéides en position supérieur / inférieur. N'importe qui peut se rendre compte que l'utilisation d'une caméra à 45 degrés pour scanner deux faces va inévitablement donner lieu à des angles morts dans certains cas (voir figure 1). Une mauvaise interprétation peut découler du fait que des défauts comme de la pourriture ou des fentes seront présents dans ces angles morts.
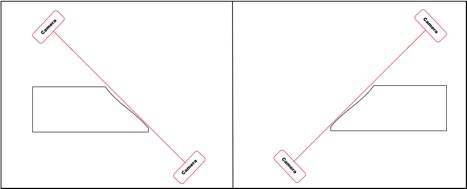
Figure 1
Personne n'a besoin d'attirer votre attention sur le fait que dans une configuration transversale, la tension des chaines peut, avec le temps, causer des erreurs de lecture au niveau de la largeur et de la flache. Un autre facteur jouant sur la qualité de la numérisation tient à la quantité de vibrations ; différents facteurs peuvent en provoquer dans une configuration transversale, par exemple une forte cambrure. Dans une configuration linéaire, un fournisseur sérieux proposera un ensemble de rouleaux presseurs ou un pont pour limiter le problème. La prise de mesures différentielles synchronisées avec un parfait alignement de capteurs dans un système linéaire éliminera également les erreurs inhérentes aux vibrations et/ou mouvements de la pièce.
Prenons le temps de jeter un coup d'œil au côté vision d'un optimiseur de grade automatisé. Cela ne sera une surprise pour personne ayant déjà utilisé une caméra ou un appareil photo, que le rendu de l'image, sans parler de la qualité de l'appareil, dépend :
- de la source d’éclairage
- du type d’éclairage (DEL ou autre)
- de sa qualité
- de la capacité à fournir une intensité égale, c’est-à-dire d'éviter une dégradation au fil du temps et sa capacité de livrer une intensité homogène sans influence de l’éclairage ambiante
- du soleil (ouverture des portes), des nuages ou des intempéries
Une solution linéaire, via son module des capteurs isolé et la disposition des têtes (lecture simultanée à 90 degrés sur chaque face de la pièce), fera un meilleur travail par rapport à un éclairage projeté sur la longueur maximum totale de votre production (16', 20' ou 24').
Il y a un concept en ingénierie selon lequel moins il y a de composantes, moins il y a de chance de faire face à une défaillance. Sur ce point, il est incontestable que la solution linéaire dispose d’un avantage majeur, c'est-à-dire que pour une longueur aléatoire de 16 pieds, une configuration linéaire disposera d'un total de 10 à 12 têtes de mesure pour un système de vision, 3D et des capteurs de trachéides contre 32 dans une configuration transversale de 16 pieds. De plus, il est important de considérer qu’un remplacement de technologie (scanner) s'avérera moins onéreux si le nombre de têtes à remplacer est moindre.
Finalement, d'un point de vue fonctionnel, un nettoyage sécurisé et rapide (moins de tête de scanner) tout comme le calibrage (la manipulation d'une barre de calibrage de 2' par rapport à la longueur effective réelle de la plus grande longueur de pièce en production) s'avèrera une économie de temps et un gain dans la fenêtre de productivité avec une configuration linéaire. Certains considèrent également l'importance du temps que prend la résolution d'un problème à la raboteuse et la perte de valeur dans la section d'accumulation.


