
Comment un gabarit peut vous aider à «optimiser» votre production

Publié le 24 février 2017
L’optimiseur sait seulement ce qu’on lui dit. Non seulement devons-nous définir tous les détails du produit (épaisseur, largeur, longueur, qualité, etc.), mais nous devons également définir tous les paramètres mécaniques. Si une combinaison de position de barre guide ou de scie particulière n’est pas définie dans l’optimiseur, alors elle ne sera pas utilisée pour trouver une solution. Comme vous pouvez l’imaginer, l’exactitude des paramètres mécaniques est cruciale pour une bonne optimisation. Pour acquérir une meilleure compréhension de la façon de gérer les paramètres mécaniques d’un optimiseur, nous allons commencer par nous concentrer sur le processus de création d’un gabarit et comment l’utiliser pour déterminer la position des lames dans une ébouteuse multilame.
Qu’est-ce qu’un gabarit ?
Un gabarit est essentiellement une planche qui indique avec précision l’emplacement de toutes les scies dans une ébouteuse multilame. En particulier, un gabarit est une planche de longueur complète, qui a été partiellement passée dans les scies de coupe, tandis que les lames de ces dernières étaient toutes en marche et forcées dans la position « vers le bas », résultant en des coupes partielles à chaque emplacement de scies (figure 1). Ce processus est plus précis qu’une mesure physique de la distance des scies à l’aide d’un ruban à mesurer et c’est la méthode préconisée par Autolog pour déterminer le positionnement précis des lames.
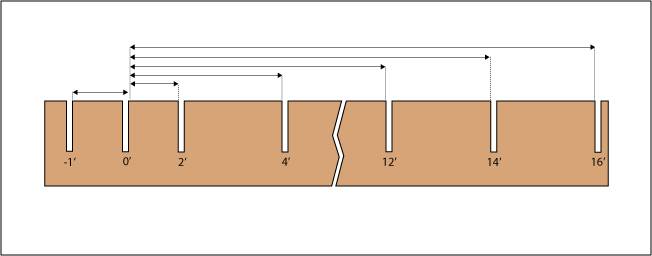
Figure1 : Représentation graphique d’un gabarit
Comment réaliser un gabarit
Selon votre système de contrôle, vous devrez trouver un moyen d’effectuer des coupes partielles dans une planche sans compromettre son intégralité. Si vous disposez d’un système de contrôle Autolog, notre service d’assistance peut vous aider (n° de tél. : 450-970-2112). La version la plus récente du système de contrôle Autolog est dotée d’une fonction permettant de créer automatiquement un gabarit. Cela permet aux scieries d’effectuer un gabarit en temps opportun.
Comment bien mesurer la position des scies à l’aide du gabarit
Les distances sont mesurées entre l’intérieur de la scie zéro et l’intérieur de chaque ligne de coupe (figure 2). Une scie avant la scie zéro (scie négative) est à une distance négative et elle est mesurée à partir de la même référence zéro jusqu’à l’intérieur de la coupe négative.
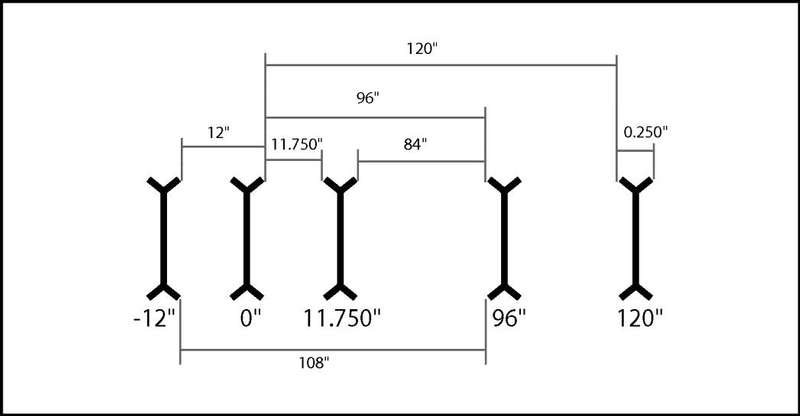
Figure 2 : Représentation graphique des mesures de positionnement des scies
Comment utiliser le gabarit pour mesurer la valeur de coupe par défaut à la scie zéro
Ce paramètre définit la valeur de coupe par défaut à la scie zéro en l’absence de commande au barre guide ou de la scie et est considéré dans le processus d’optimisation (figure 3). Cette distance est mesurée depuis l’extrémité du bout rapproché de la planche jusqu’à l’intérieur de la scie zéro (valeur par défaut de la coupe = marge + trait de scie). Utilisez le gabarit pour obtenir une mesure précise de cette distance.
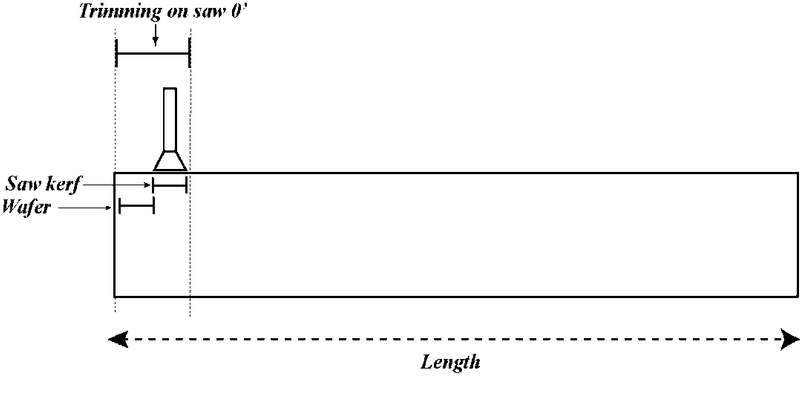
Figure 3 : Représentation graphique de la coupe par défaut sur la scie zéro
Que faire si les mesures du gabarit sont différentes des paramètres de l’optimiseur ?
Si les mesures du gabarit ne sont pas identiques à celles des positions des scies de l’optimiseur et de la coupe par défaut de la scie zéro, il existe une occasion d’optimisation perdue ($$).
Exemple 1 : La position de la scie dans l’optimiseur est inférieure à la position réelle de la scie.
- Position de l’optimiseur = 3061 mm
- Position réelle = 3086 mm
- Si nous avons une planche d’entrée longue de 3150 mm qui présente un défaut sur son extrémité proche qui nécessite une coupe à 76 mm, alors l’extrémité éloignée n’aura pas besoin d’être coupée (3150 - 76 = 3074 et 3074 < 3086).
Exemple 2 : La position de la scie dans l’optimiseur est supérieure à la position réelle de la scie.
- Position de l’optimiseur = 3086 mm
- Position réelle = 3061 mm
- Si une planche d’entrée a une longueur inférieure à 3086 mm, alors elle sera coupée à la plus grande longueur inférieure à 3086 mm, même si la pièce pourrait être réalisée dans l’espace réel entre les scies.
Comment régler les cellules photoélectriques de présence et les cellules photoélectriques de confirmation de la longueur d’une ébouteuse multilame à l’aide d’un gabarit
La plupart des scieries utilisent des photocellules avant et après chaque scie de l’ébouteuse multilame, afin de déterminer la présence de la planche à chaque emplacement de coupe et pour vérifier la longueur de la planche une fois coupée. Une fois un gabarit réalisé, refaite passer le gabarit et arrêtez-le directement sous les photocellules (figure 4). Les photocellules de présence doivent être alignées quelque part dans l’espace de coupe (sur le bord intérieur, au centre ou sur le bord extérieur). Il est essentiel que les photocellules de présence soient correctement réglées afin d’éviter les coupes non requises ou les extrémités de pièces sous coupées. Les cellules photoélectriques de confirmation de la longueur doivent être réglées de 5 à 10 cm à l’intérieur de chaque scie.

Figure 4 : Gabarit terminé arrêté directement en dessous des cellules photoélectriques de présence
Les gabarits sont-ils nécessaires pour les scies mobiles (coupe en bout de précision) ?
Les scies mobiles étant fréquemment vérifiées et ajustées tout au long du quart de travail afin de garantir un produit final de grande précision, il n’est pas nécessaire d’utiliser un gabarit pour vérifier la position des lames. Mais, il demeure nécessaire de contrôler la coupe par défaut à la scie zéro (la position relative de la scie 0 mm par rapport au barre guide 0 mm) et de saisir cette valeur dans l’optimiseur. En outre, il est également nécessaire de régler correctement les photocellules.
Comment cela peut-il être mieux géré ?
Les lames de scie et certains autres composants d’une ébouteuse multilame (les bras de scies, les cales, les vérins, les courroies, les guides, etc.) sont remplacés assez fréquemment. Par conséquent, il est raisonnable d’assumer que les positions des lames de scie devront être légèrement modifiées assez fréquemment. Pour gérer ces changements fréquents de position, Autolog recommande de procéder comme suit :
- Fabriquez un gabarit après chaque remplacement de scie (ou une fois par mois au minimum).
- Si la position mesurée des lames de scie est différente de celle existante dans l’optimiseur, modifiez les valeurs de l’optimiseur afin de refléter la réalité (si les nouvelles positions représentent toutes les combinaisons nécessaires des scies). Si les nouvelles positions des scies ne représentent pas toutes les combinaisons nécessaires, alors la ou les scies devra être déplacée et un autre gabarit fabriqué afin de confirmer les nouveaux emplacements.
- Vérifiez la position des photocellules de présence et les photocellules de confirmation de longueur à l’aide du gabarit que vous venez de fabriquer. Réglez toutes les photoélectriques en conséquence.
Il est difficile de déterminer exactement quel est l’impact sur la production de l’existence d’une différence entre les positions réelles, celles de l’optimiseur et celles des photocellules. Nous pouvons affirmer que cet impact est réel. Notre équipe à Autolog se fera un plaisir de vous aider à mettre en œuvre le processus de fabrication d’un gabarit, mais le personnel de la scierie devra apprendre à effectuer des vérifications fréquentes afin d’en tirer le meilleur parti. Cela pourra se traduire par de l’argent facilement gagné ou facilement perdu; ce sera à votre scierie de décider.
L’équipe Groupe Expert de Procédé


