
Operational Efficiency

Posted on October 14, 2016
Operational Efficiency
Definitions:
- Operational efficiency is an indicator of productivity, expressed in a percentage, making it possible to identify the ratio of the maximum potential performance of a production line that has been obtained. An indicator is a tool for evaluation and an aid for decision-making. In companies, indicators allow managers to steer activity according to objectives.
- Optimal operational efficiency consists of finding the right combination of personnel, processes and technologies to obtain the best possible return. Whether you are a manufacturer or a service company, your objective should be to eliminate waste and maximize the creation of value. In this way, you will increase the company’s productivity, competitiveness and profitability.
Utility:
Knowing the linear feet produced is an important piece of information, but knowing what percentage of the maximum potential (the technical limit) has been produced provides additional information.
Technical limit:
Roughly speaking, the limit is the end point of productivity pushed to the maximum. In a mill, it will be directly measured for a chain of equipment.
The technical limit of productivity is determined according to several criteria, for example:
- Time scheduled;
- Speed of operation;
- Spacing between the rollers required by the equipment;
- Mode of operation (Batch or Scan & Set);
- Number of bins accumulated.
Components:
In order to obtain as much information as possible, operational efficiency has been subdivided into components. Analysis of these components indicates where efforts for improvement should be made. You can see the various components from figure 1 below.
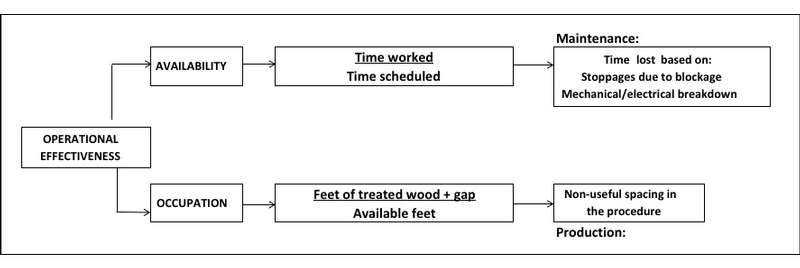
Figure 1: Components of operational efficiency
Calculations and measurements:
- Availability: WT / TT
Where:
WT = Working Time at input;
TT = Total Time scheduled
- Occupation: LFW+GAP / ALF
Where:
LFW = Linear Feet of Wood measured on the input conveyor;
GAP = Gap between the rollers according to their design and function;
ALF = Available Linear Feet (Average speed of line multiplied by WT);
Therefore:
% Operational efficiency = (% Availability) x (% Occupation)
Example:
A production line is planned for a run of 600 minutes. In reality this line will operate for 570 minutes.
Due to mechanical/electrical blockages, the line worked for 510 minutes with an average speed of 490'/minute.
During this period, it transformed 183,000 linear feet.
The line could have produced up to 250,000 linear feet during the run.
The space necessary for positioning these machines is 32,700 linear feet.
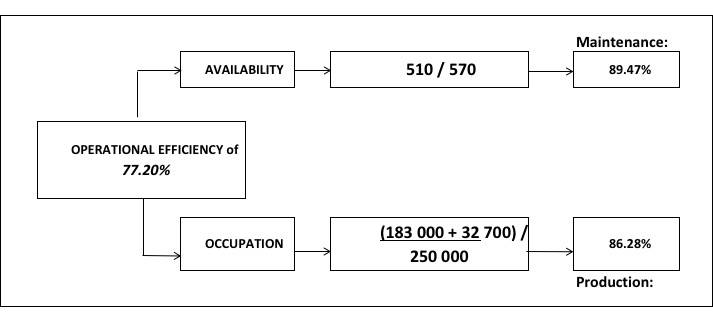
Figure 2: Example of a calculation of operational efficiency
Conclusion:
The operational efficiency of a mill is a very useful indicator which everyone can understand. It is easy to calculate by grouping parameters of availability and occupation. With these available results, one can use measurable facts as a basis for highlighting losses affecting performance, establishing targets for improvement and finally for identifying the equipment that need to be improved or changed to justify investments. Finally, it is evident that increasing the speed of a line does not directly increase its efficiency.
Yann - Process Expert


