Les systèmes de contrôle Autolog sont paramétrisés et programmés selon les préférences de nos clients par notre équipe d’ingénieurs et de techniciens très expérimentée. Des automates Allen-Bradley® de la série ControlLogix® et CompactLogix™ sont utilisés pour la plupart de nos systèmes, nous permettant d’atteindre les plus hauts standards de l’industrie. Les contrôleurs Beckhoff® sont également utilisés dans les applications à très haute vitesse.
Les solutions de contrôle d’Autolog permettent la concrétisation des solutions optimisées pour chaque pièce. À chaque étape de la transformation du bois, notre système prend en charge les actions nécessaires à la réalisation des coupes optimales afin de maximiser la valeur ajoutée à la matière première de nos partenaires.
Pour chaque pièce, un suivi en temps réel est assuré afin d’ajuster le procédé de transformation à la solution optimale à mesure que la pièce progresse sur la ligne de production. Une interface personne-machine intuitive est fournie avec chacune de nos solutions de contrôle afin de permettre la prise en main rapide du système par les opérateurs à la suite de leur installation.
Voir les caractérisques de cette interface dans l’onglet « Les caractéristiques de l’interface personne-machine » ici-bas.
Voici quelques exemples de nos systèmes de contrôle offerts :
Classeur de billes
Contrôle de chariot (résineux et bois franc)
Scan ‘n’ Set
Chargeur de planches rotatives à pinces
Ébouteuse/déligneuse
Synchronisation électronique de chaîne avec mode « skip-a-lug » sur 2 ou 3 taquets
Classeur de planches : le plus intuitif et le plus complet de l’industrie
Empileuse incluant commande de positionnement automatique selon les dimensions et le grade, suivi d’information des paquets jusqu'à la sortie de l’emballeuse, recette pour emballeuse, sortie de paquet automatique
Contrôle pour usine de rabotage : permets de contrôler toute une ligne de rabotage, soit du décanteur (« tilt hoist ») jusqu’au déchargement dans les cases. Plusieurs autres modules peuvent être annexés au système selon les options sélectionnées : contrôle de vitesse automatique pour l’usine complète, ré optimisation, annulation de produit en temps réel, gestion des produits mixtes, etc. Notre produit le plus avancé.
Usine de sciage dans le bois franc : système de mesure et de classement des pièces automatisé avec interface utilisateur et lecteur de marques de grade; sauvegarde automatique de redondance disponible
Le « Setworks » Autolog est un positionneur de multiples cylindres hydrauliques. Un écran tactile permet de configurer la position des différents cylindres selon l’état de sortie venant de n’importe quel équipement, automate, bouton ou autre. Il contient également une page de diagnostic qui permet de voir en temps réel l’état des entrées pour le positionnement ainsi que la position actuelle de tous les mouvements.
Une vue d’ensemble du procédé
Représentation graphique de l’avance de chaque pièce sur la ligne de production
État des différents moteurs et vérins
Cadence de production et décompte du nombre de pièces traitées
Une vue détaillée de chaque équipement comportant
L’état de l’équipement (Marche/Arrêt/Faute)
S’il y a lieu, le détail des fautes (Interlock, Arrêt d’urgence, etc.)
Un affichage des différents paramètres relatifs aux systèmes asservis tel que Pression d’air (systèmes pneumatiques)
Pression hydraulique
Vitesse d’avance des chaînes
Vitesse de rotation des scies
Positionnement des équarrisseuses-fragmenteuses
Un affichage de diverses courbes de tendances liées au procédé de fabrication
Un affichage selon un thème de couleurs modernes permettant de bien distinguer les alarmes du procédé normal
La possibilité de contrôler les moteurs directement à partir de l’interface personne-machine
La possibilité d’accéder directement aux paramètres des automates
La possibilité de gérer différents utilisateurs afin de restreindre l’accès à certains paramètres selon les responsabilités de chacun (Opérateur vs technicien par exemple)
Nos systèmes utilisent les technologies de contrôles à la fine pointe. Par exemple, les produits de Rockwell Automation, très répandus en Amérique du nord notamment en raison de leur facilité d’intégration avec les composants matériels tiers, font partie intégrante de nos solutions. Nos systèmes utilisent d’ailleurs le protocole de communication EtherNet qui, en plus d’être le standard dominant chez les manufacturiers d’équipements nord-américains, est parfaitement adapté au concept d’ « internet des objets » inhérent à l’avènement de l’industrie 4.0. Ce choix technologique rend notamment possible l’intégration harmonieuse de nos solutions à des systèmes existants en plus de permettre le diagnostic et l’ajustement à distance. Notre équipe de concepteurs-intégrateurs possède d’ailleurs une vaste expérience avec les plus grands manufacturiers d’équipements de transformation du bois ce qui facilite l’intégration de nos systèmes de contrôle à tous les type de projets.
Nos applications à très hautes fréquences sont pour leur part effectuées sur PC industriel de marque Beckhoff. Ce produit utilisant un processeur quatre cœurs permet par exemple une fréquence d’horloge de 10GHz et le traitement de 4000 entrées/sorties tout en effectuant 400 balayages par secondes. La plateforme logiciel TwinCAT 3 permet d’ailleurs l’intégration d’applications développés en langage C++ dans l’environnement Visual Studio de Microsoft ou encore développés sous Matlab/Simulink de MathWorks. Cette flexibilité nous permet de développer nos propres solutions à haute vitesses sans être restreint aux fonctions propriétaires disponibles dans les automates conventionnels. Ainsi, par le biais de cette technologie, Autolog se démarque en développant des applications qui ne sont pas disponibles pour nos compétiteurs. La disponibilité et le coût des pièces de rechange représentent un avantage supplémentaire de l’utilisation de PC industriels puisque ceux-ci utilisent les mêmes composantes, produites à très gros volumes, que celles contenues dans les ordinateurs personnels.
Nos solutions de contrôle pour le classement des billes utilisent le PC Industriel Beckhoff et possèdent les caractéristiques suivantes :
Acquisition via un dispositif de balayage ScanMeg
Génération d’un modèle 3D de la bille et transmission à notre optimiseur
Classement des billes de diamètre semblables dans les mêmes cases
Permet de minimiser l’amplitude des repositionnements requis entre chaque transformation de bille sur l’équarrisseuse jumelle
Permet une cadence de production plus élevée et minimise l’usure des composantes de repositionnement
L’utilisation du PC industriel Beckhoff pour cette application permet de gérer le balayage, la modélisation 3D, l’affichage et le contrôle du procédé de classement dans le même dispositif
Les technologies de vision artificielle constituent également une partie intégrante de nos solutions de contrôle. Les caméras Cognex sont utilisées en conjugaison avec les automates programmables dans diverses applications d’automatisation du procédé notamment :
Contrôle d’accumulation
Détection de l’accumulation des billes lors des transferts d’une chaîne à une autre
Évaluation du degré d’accumulation en fonction des données acquises par la caméra
Détection de la largeur des pièces afin de configurer adéquatement les chargeurs pour chaînes à taquets
Contrôle automatique de la qualité d’impression des étampes de grade
Calcul en temps réel du pourcentage de défaut d’étampe
Possibilité de suivre la tendance de détérioration de l’impression afin d’anticiper les opérations de maintenance de l’imprimante
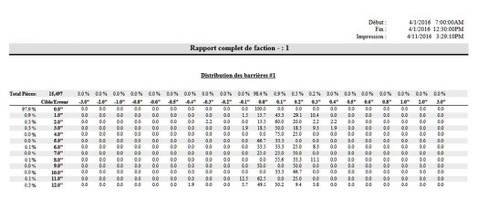
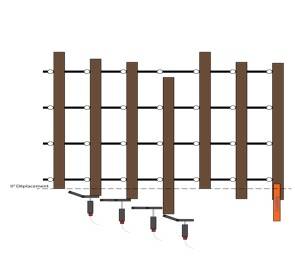
Le « vérificateur de barrières » est un système de surveillance dont la fonction principale consiste à valider la précision du déplacement des barrières et des pièces de bois à l’ébouteuse à la scierie ou au planeur.
Le vérificateur de barrières est placé au bout rapproché (ligne de bois) et est relié au système de contrôle de la ligne de classification des pièces. Le système comprend un scanneur de précision placé immédiatement après les barrières de positionnement. La position finale de chacune des pièces est ainsi mesurée par le système et comparée avec celle fournie par l’optimiseur de la ligne d’éboutage.
L’exactitude du positionnement d’une pièce permet ainsi de maximiser le grade souhaité et sa valeur potentielle. Le vérificateur de barrières peut atteindre une résolution de 0.040”.
Si une ou plusieurs barrières n’ont pu se rendre à la position décidée par l’optimiseur, le PLC de la ligne générera une ou plusieurs alarmes et conservera les données afin de fournir un rapport de production détaillée à la fin de la faction.
Les paramètres du système sont flexibles et permettent de programmer plusieurs niveaux d’alarmes; ces derniers peuvent être générés sur demande si le positionnement ne satisfait pas les tolérances programmées par l'utilisateur :
Erreurs de positionnement
Mauvais entretien mécanique
Mauvaise calibration
Signal électrique défectueux
Au sciage primaire, il est un fait bien connu qu'une bonne gestion de l'espacement a un impact direct sur la production et les profits nets.
Essentiellement, lorsque l'espacement est trop petit, la ligne doit arrêter pour positionner les outils de coupe. Lorsque l'espacement est trop long, le débit de production est réduit. Par conséquent, il est important de maintenir un espacement constant, ce qui est plus facile à dire qu'à faire.
C'est là qu'intervient la solution d'Autolog.
La caméra pour la gestion des espacements est située à l'entrée de l'alimentation des billes d'une ligne de sciage. L'ajout de cette caméra permet de détecter avec précision à la fois, le début de la bille dans la ligne d'alimentation, ou l'absence de bille, ainsi que la fin de la bille dans le convoyeur. Ceci permet de maximiser l'utilisation de la ligne de sciage tout en ayant un espacement constant entre chaque bille.
Le système élimine également pratiquement tous les croisements de billes. Par exemple, une bille trop petite qui n'est pas détectée par les autres types de capteurs, peut entraîner le croisement de deux billes dans la chaine, déclenchant un arrêt de production afin de séparer ces deux billes.
Sans cette solution, les clients doivent utiliser plusieurs types de capteurs pour détecter ces deux billes, soit de nombreuses photocellules, analogues ou " single point ", etc., pour atteindre des résultats moyens.
Grâce à Autolog et aux premiers utilisateurs, les clients obtiennent d'excellents résultats tout en réduisant les temps d'arrêt et les coûts de production.
Cela peut être la solution rapide que vous recherchez et nous sommes prêts à vous aider.